O aço inoxidável é amplamente escolhido na indústria por sua excepcional resistência à corrosão e durabilidade em ambientes severos. No entanto, engenheiros, projetistas e técnicos de manutenção frequentemente enfrentam um fenômeno crítico durante a montagem que pode comprometer cronogramas inteiros: o engripamento. Para garantir a integridade das conexões e a segurança operacional, é fundamental entender a engenharia do engripamento de roscas (galling) e soluções de mitigação, um problema reumatológico dos metais que pode levar ao travamento permanente de parafusos e porcas antes mesmo de atingirem o torque de projeto.
A Ciência por trás do Galling (Engripamento)
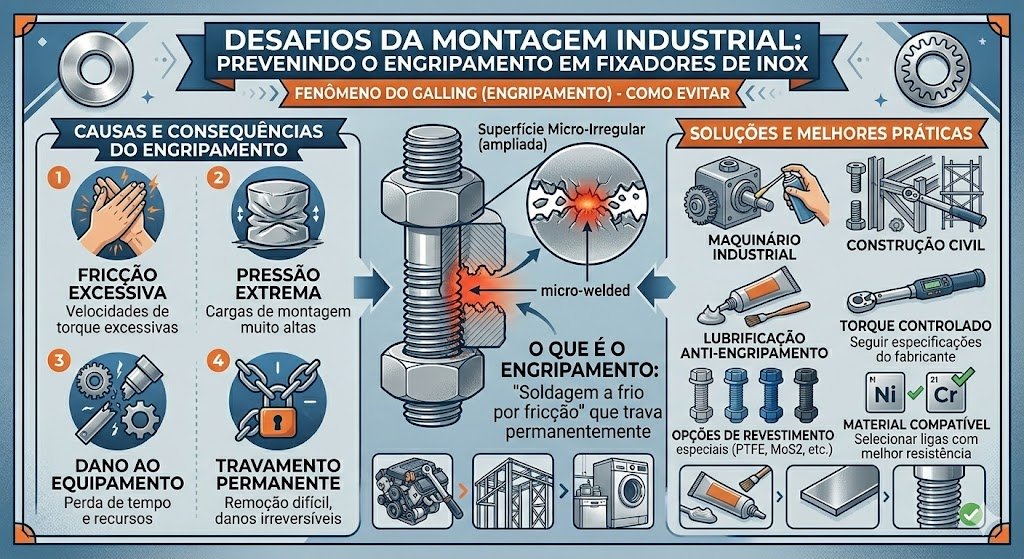
O engripamento, tecnicamente conhecido como galling, não é uma simples falha de encaixe, mas sim um processo de soldagem a frio por fricção. O aço inox possui uma característica única: uma camada passiva de óxido de cromo, extremamente fina e invisível, que protege o metal base contra a oxidação. Durante o rosqueamento, especialmente sob carga ou alta velocidade, o atrito mecânico entre as cristas das roscas pode romper essa camada protetora.
Quando o metal “nu” de uma superfície entra em contato direto com o metal da outra, as micro-asperezas (rugosidades microscópicas) se entrelaçam. Sob a pressão do aperto, ocorre uma transferência de material e as superfícies se fundem. O resultado é um travamento imediato e, na maioria das vezes, irreversível. Se tentarmos forçar o desaperto de um parafuso engripado, é comum que ocorra a ruptura do corpo do parafuso ou a destruição completa dos fios de rosca.
Fatores de Risco no Chão de Fábrica
Existem variáveis operacionais específicas que potencializam drasticamente o risco de engripamento em fixadores de aço inoxidável:
- Velocidade de Instalação: O uso de ferramentas pneumáticas ou parafusadeiras elétricas de alta rotação é um dos maiores vilões. A velocidade gera calor por atrito em uma progressão geométrica, acelerando o rompimento da camada passiva e a fusão molecular.
- Contaminação e Limpeza: Pequenos grãos de areia, limalhas metálicas ou poeira abrasiva atuam como agentes de corte, destruindo o acabamento das roscas durante o movimento giratório.
- Precisão das Tolerâncias: Roscas com acabamento superficial pobre ou com tolerâncias muito ajustadas oferecem mais pontos de contato inicial, facilitando o início do processo de soldagem a frio.
Estratégias de Mitigação e Boas Práticas
Para evitar paradas não planejadas e custos extras com a substituição de componentes caros, a engenharia de aplicação sugere diversas abordagens práticas. O uso de compostos anti-engripantes (anti-seize) é a solução mais comum, criando uma barreira física e lubrificante entre os filetes.
Além disso, a seleção dos componentes auxiliares desempenha um papel preventivo vital. Ao projetar sistemas de fixação, a utilização de arruelas de inox de procedência garantida ajuda na distribuição uniforme da carga axial. Isso evita picos de pressão localizados na face da porca ou do parafuso, que são frequentemente os pontos de partida para o desalinhamento e o consequente engripamento das roscas.
Outra técnica avançada envolve a variação da dureza das ligas. Utilizar um parafuso de Inox 316 com uma porca de uma liga de inox ligeiramente diferente (ou com tratamento de dureza distinto) reduz a afinidade molecular entre as peças, tornando a fusão a frio muito menos provável. Por fim, reduzir a velocidade de rotação durante o aperto final e aplicar o torque de forma gradual e controlada são hábitos que salvam montagens críticas.
O engripamento é um desafio físico inerente ao aço inoxidável, mas perfeitamente controlável com conhecimento técnico. Ao unir o entendimento sobre o comportamento dos materiais, o uso de lubrificação adequada e a escolha criteriosa de elementos de fixação robustos, as indústrias podem assegurar montagens eficientes, seguras e de fácil manutenção a longo prazo.